Labor- und Betriebswerkstatt
Labor- und Betriebswerkstatt
Die Labor- und Betriebswerkstatt teilt sich auf in
- Metallwerkstatt
- Tischlerei
Beide Bereiche erstellen individuelle Sonderanfertigungen, sowie Komponenten und Werkstücke für angewandte Forschungsvorhaben und Projekte. Sie unterstützen den technischen Ablauf in den Hochschullaboren z.B. bei studentischen Praktikums- und Projektarbeiten.
Ansprechpartner: Metallwerkstatt
Ansprechpartner: Tischlerei
Fertigungsauftrag - Formular
Für eine Beauftragung nutzen Sie bitte das untenstehende Formular und leiten dies an den zuständigen Ansprechpartner weiter.
Formular für eine Beauftragung
Rundgang Werkstatträume



Adresse und Lageplan
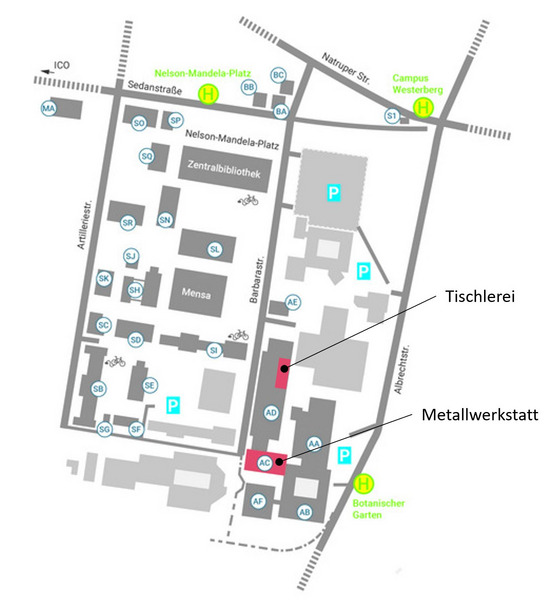
Standort / Lieferung:
Hochschule Osnabrück
Labor- und Betriebswerkstatt
Barbarastr. 9
Gebäude AC und AD
49076 Osnabrück
Anfahrt über die Barbarastraße
Postanschrift:
Postfach 1940
49009 Osnabrück
Paketanschrift:
Albrechtstr. 30
49076 Osnabrück
Telefon Metallwerkstatt:
0541 969-2171
Telefon Tischlerei:
0541 969-2056