Produktentwicklung und CAE
Vertiefungen & Forschung
Forschung und Anwendung
Wir unterstützen auch bei konkreten Anwendungsprojekten, z.B.:
- Fertigung von Prototypen
- Simulationen
- Berechnungen
- Beratung in der Entwicklung
- Methodentraining
- Sicherheitsanalysen
- ...
Zugfestigkeit additiv gefertigter Kunststoffproben:
Fused Deposit Modeling (FDM), Stereolithographie (SLA) und Selektives Lasersintern (SLS) im Vergleich


Ziel dieses semesterbegleitenden Projektes, erarbeitet und dokumentiert von Robert Möckel, unter der Leitung von Prof. Dr.-Ing. J. Forstmann, ist die Untersuchung der Zugfestigkeit additiv gefertigter Kunststoffproben. Analysiert wurde der Einfluss der einzelnen Druckverfahren, die Filamentauswahl und die Bauraumorientierung, sowie die Auswirkung von Füllmuster und Fülldichte. Für die Bewertung der mechanischen Belastbarkeit wurde die Zugfestigkeit als zentrale Kenngröße herangezogen. Die Zugversuche wurden auf einer Z3-Zugprüfmaschine der Firma Thümler GmbH unter normähnlichen Bedingungen durchgeführt. Die ermittelte Maximalkraft diente als Grundlage zur Berechnung der technischen Zugspannung. Es wurden insgesamt knapp 1000 Proben im Labor für Produktentwicklung und CAE gedruckt, ausgemessen, mit der Zugprüfmaschine „gezogen“ und anschließend ausgewertet.
- FDM (klassischer 3D-Druck), geschmolzener Kunststoff wird schichtweise aufgetragen → schnelles Prototyping
- SLA (Resin-Druck), flüssiges Harz wird durch UV-Licht ausgehärtet → ermöglicht feine Details
SLS, Kunststoffpulver wird per Laser verschmolzen → ideal für komplexe und belastbare Bauteile
Sowohl das FDM-Verfahren, als auch das SLS-Verfahren konnten im Labor für Produktentwicklung und CAE durchgeführt werden, siehe Leistung & Ausstattung.
Für das SLA-Verfahren konnte ein Drucker im RISE genutzt werden.
Für die Bewertung der mechanischen Belastbarkeit wurde die Zugfestigkeit als zentrale Kenngröße herangezogen. Die Prüfungen erfolgten mit einer auf 80 % skalierte Typ-1-Probe gemäß ASTM D638. Die Zugversuche wurden auf einer Z3-Zugprüfmaschine (Thümler GmbH) unter normähnlichen Bedingungen durchgeführt. Die ermittelte Maximalkraft diente als Grundlage zur Berechnung der technischen Zugspannung.
Die Orientierung der Druckschichten sowie das gewählte Füllmuster und dessen Dichte haben einen maßgeblichen Einfluss auf die resultierende Zugfestigkeit. Als besonders mechanisch belastbare Konfiguration gilt ein Druck, bei dem alle Layer parallel zur Zugrichtung verlaufen, also entlang der Längsachse der Probe. Die Auswahl eines geeigneten Füllmusters (z. B. „Gyroid“) und die Einstellung der Fülldichte tragen zusätzlich zur Optimierung der Bauteilfestigkeit bei.
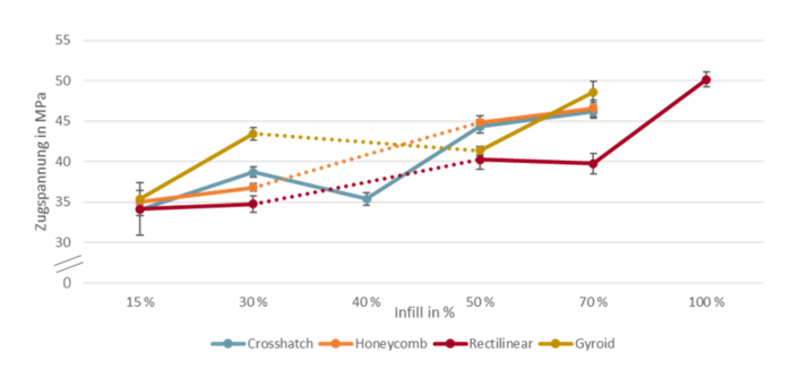
Die Auswirkungen von Füllmuster und -dichte wurden exemplarisch anhand von PLA untersucht. Ein Zusammenhang zwischen steigender Fülldichte und höherer Zugfestigkeit konnte erwartungsgemäß nachgewiesen werden, fiel jedoch verhältnismäßig gering aus.
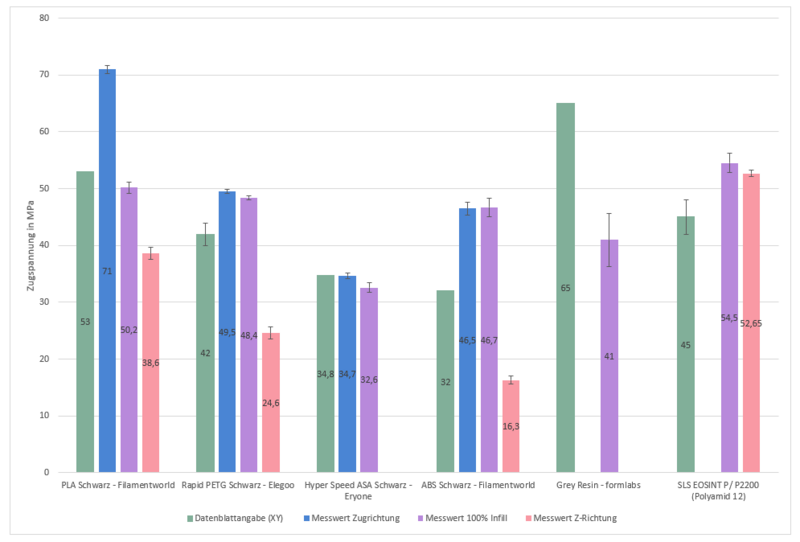
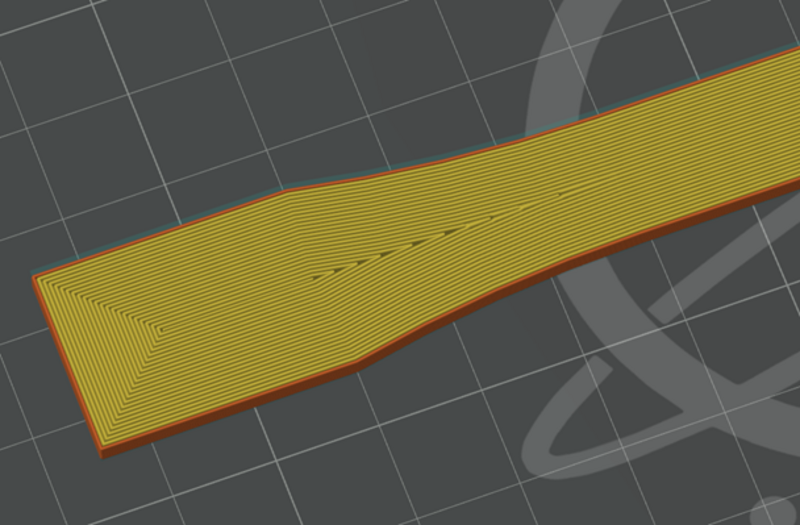
Grafik 5 veranschaulicht zentral die Zugfestigkeit verschiedener Druckverfahren und FDM-Filamente. Bei 100 % Fülldichte erfolgt eine vollständige Volumenfüllung durch den Orca-Slicer, wobei die Layer im Muster „geradlinig“ in einem Winkel von 45° zur Längsachse ausgerichtet sind. Proben zur Ermittlung der Festigkeit in Z-Richtung wurden senkrecht zur Druckplattform gefertigt. Gerade bei FDM ist diese Orientierung ungünstig, da die Layerhaftung als schwächster Punkt die Zugfestigkeit limitiert. Besonders bei hohen, schlanken Bauteilen ist der Einsatz von Stützstrukturen erforderlich, was zusätzlich Einfluss auf das Druckergebnis nimmt. Die Layerhaftung wird maßgeblich von der Filamentart beeinflusst, doch haben sich auch die Druckqualität und präzise Parametereinstellungen als entscheidende Faktoren für die mechanischen Eigenschaften herausgestellt.
Auslegung nach Zugfestigkeit
PLA (FDM): höchste Festigkeiten in „Zugrichtung“ und Z-Richtung aller Materialien damit Referenz für funktionsfähige Prototypen bei minimalem Aufwand.
PETG (FDM): Robuster Allrounder mit zähem Bruchverhalten. Bei reduzierter Druckgeschwindigkeit sehr fehlertolerant, damit ideal für weniger erfahrene Nutzer.
ABS (FDM): Druck anspruchsvoll (Warping, geschlossene Druckkammer); trotz hohem Arbeitsaufwand (Filament und Drucker bestmöglich einstellen) geringere Festigkeit als PLA/PETG und schwache Layerhaftung.
ASA (FDM): Lässt sich leichter drucken als ABS und ist UV-stabil, zeigt jedoch deutlich schlechtere Festigkeitswerte; Test zur Layerhaftung daher ausgelassen.
Grey Resin (SLA): Hohe Detailtreue, aber spröde, stark schwankende Festigkeit weit weg von Herstellerangabe (≈ ⅔ der Datenblattangabe); großer Druck- und Nachbearbeitungsaufwand nicht gerechtfertigt.
PA12 (SLS): Nahezu isotrope Festigkeit bei geringer Streuung; einzig limitierend sind höhere Kosten und lange Anlaufzeit der Maschine, à sinnvoll, wenn Geometrie feststeht und mehrere belastbare Bauteile benötigt werden.
Füllmuster und -dichte
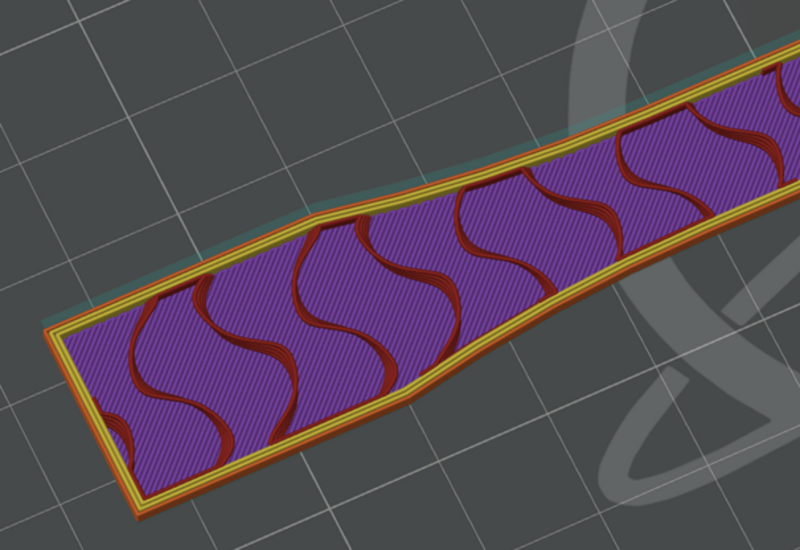
Bei der Herstellung einzelner Prototypen ist die gezielte Wahl von Füllmuster und -dichte meist nachrangig, da deren Einfluss auf die Zugfestigkeit vergleichsweise gering ausfällt. Eine 100 % Fülldichte bietet in der Praxis eine robuste und effizient umsetzbare Standardlösung. Zeitgewinne durch geringere Fülldichten sind nicht immer gegeben: Ein 50 % Gyroid-Muster kann mitunter mehr Druckzeit erfordern als ein vollständig gefülltes Bauteil. Die Materialeinsparung fällt bei Einzeldrucken meist marginal aus (z. B. 4,2 g gegenüber 5,4 g bei einer Zugprobe), kann jedoch in Serienproduktion relevant werden. Ein 30 % Gyroid-Muster stellt einen sinnvollen Kompromiss zwischen mechanischer Belastbarkeit und Ressourcen-effizienz dar.
Folgende Limitationen haben sich als relevant herausgestellt:
- Probengeometrie: ASTM D638 Typ I, auf 80 % skaliert → nicht normkonform, nur normähnlich; absolute Werte daher nur studienintern vergleichbar.
- Umgebungsbedingungen: Temperatur/Feuchte nicht konditioniert; Lager- und Prüfbedingungen waren nicht klimatisch definiert.
- Drucker-/Kalibrierzustände: Unterschiedliche Hardware und Kalibrierungen; damit systematische Verzerrung möglich.
Dementsprechend ausgelegt werden sollten Folgestudien, welche zusätzlich weitere Kennwerte wie Biegefestigkeit, Kerbschlagzähigkeit, Temperaturbeständigkeit untersuchen könnten.
Vorab
Diese Arbeit wurde im Rahmen des semesterbegleitenden Projektes absolviert, welches den Arbeitsumfang von zwei Modulen, und damit 10 Leistungspunkten abdeckt. Es wurden insgesamt knapp 1000 Proben gedruckt, ausgemessen, mit der Zugprüfmaschine „gezogen“ und anschließend ausgewertet.
Da dies ein Pilotprojekt war, konnte sich auf keine Vorgruppe beziehungsweise auf kein Vorgängerprojekt und dessen Forschungsstand bezogen werden. Aus den daraus resultierenden Wissenslücken sind die Anforderungen mit dem Projekt gewachsen, und auftretende Probleme mussten parallel zum eigentlichen Projekt bewältigt werden. Die abgeleiteten Erkenntnisse aus dieser Arbeit sind differenziert zu betrachten. Im Folgenden wird die Arbeit kritisch beurteilt und auf Fehlerquellen eingegangen.
In der kompletten Arbeit wurde sich lediglich auf die technische Zugspannung bezogen. Diese setzt den Maximalwert der Zugkraft immer in Relation zum Ausgangsquerschnitt. Diese ist oft hinreichend genau, aber gerade bei Kunststoffen kann es die Ergebnisse stark beeinflussen, da sie häufig sehr duktil sind. Während der Zugprüfung längt sich die Probe, gleichzeitig wird sie dadurch auch verjüngt. Diese Querschnittsverkleinerung hat damit direkten Einfluss auf die wahre Zugspannung. Da Extensometer in der Anschaffung teuer sind und deshalb nicht zur Verfügung standen, wurde in dieser Arbeit immer, wenn von Zugspannung gesprochen wird, die Technische gemeint.
Methodik
Für die Arbeit musste eine belastbare Anzahl an Proben pro Messreihe gewählt werden. Es wurden zehn Proben pro Reihe gewählt, da sie den Bauraum des FDM-Druckers sinnvoll ausnutzen und die Druckzeit je nach Material und Fülldichte meist unter zwei Stunden lag.
Jeder Datenpunkt bezieht sich also auf eine Datenreihe mit mindestens zehn Proben. Teilweise gab es auch für bestimmte Datenpunkte mehrere Reihen, hauptsächlich in der Rectilinear-Reihe, da sie die erste Reihe war die Anomalien aufwies (15 % Fülldichte fester als 30 %). Es wurden mehr Versuchsreihen durchgeführt, was auch die große Streuung begründet. Mehr dazu im späteren Abschnitt.
Berechnung der Reihenwerte
Die Berechnung der Reihenwerte, die in den Abbildungen zu sehen sind, wurden wie folgt berechnet; Jede Probe wurde händisch mittels digitaler Schiebelehre ausgemessen und so deren Querschnitt bestimmt. Die Zugspannung wurde für jede einzelne Probe aus Querschnitt und ermittelter Maximalkraft berechnet: σZug = FMax / AQuer
Der Mittelwert der Zugspannung wurde mit der Excelfunktion „MITTELWERT“ berechnet, die Standardabweichung mittels „STABW.S“. Die Fehlerbalken in den Abbildungen sind also die Standardabweichung.
Probleme, Kritik und Ausblick
Wahl der Probengeometrie
Aufgrund der begrenzten Maximalkraft der verwendeten Zugprüfmaschine (3 kN minus eines Sicherheitsfaktors) musste auf eine auf 80 % verkleinerte Typ 1 Probe des ASTM D638 Standards zurückgegriffen werden. Diese Anpassung war nötig, da PLA-Proben, die in „Zugrichtung“ (Abbildung 6) gedruckt wurden, das Limit der Maschine bereits erreichten. Die Probengeometrie wurde gewählt, um einerseits Vergleichbarkeit zu externen Untersuchungen zu ermöglichen und andererseits konsistente Ergebnisse innerhalb der eigenen Reihen zu erzielen (Vergleich zu den reinen Filamentarten-Tests, bzw. den weiteren Druckverfahren), obwohl sie für eine Untersuchung hinsichtlich der Füllmuster nicht ideal geeignet ist.
Auch alternative Proben mit quadratischem Querschnitt, die theoretisch eine bessere Darstellung der Füllmuster erlauben würden, stießen an dieselben Kapazitätsgrenzen der Maschine. Testdrucke mit unterschiedlichen Querschnittsformen zeigten jedoch, dass der effektiv tragende Querschnitt bei gleicher Fläche sehr ähnliche Zugfestigkeiten ergibt. Daher ist der Einfluss der Querschnittsform (rechteckig, quadratisch oder rund) bei homogener Füllung gering. Entscheidend ist primär der Absolutwert der Querschnittsfläche, während die durch die Geometrie bedingten Unterschiede innerhalb der Streuungsgrenze der Messungen liegen.
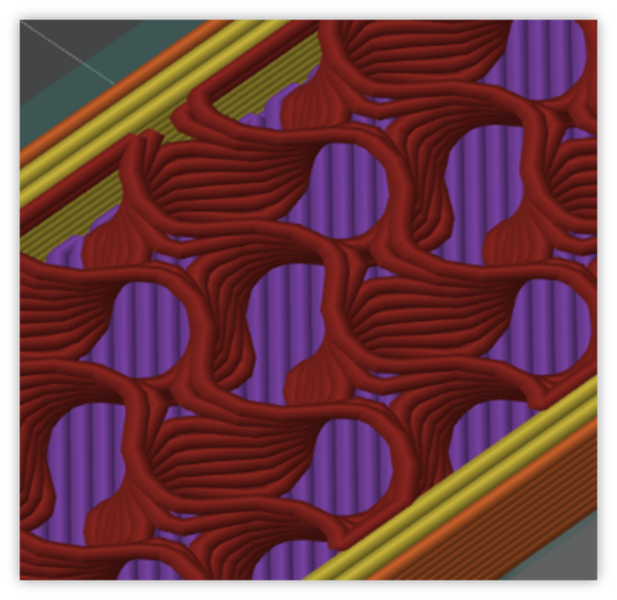
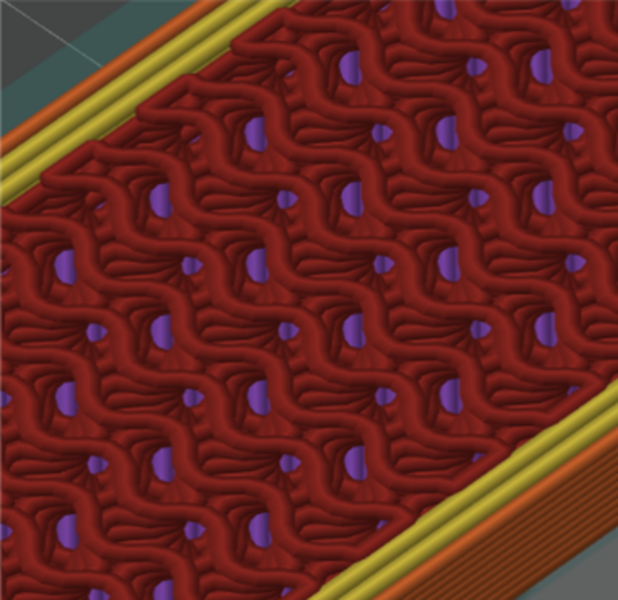
Die Querschnittsfläche muss also groß genug sein, dass auch eine niedrige Fülldichte effektiven Einfluss auf den Druck hat. Wenn sie zu klein gewählt wird, unterscheiden sich die Füllmuster bei niedriger Fülldichte kaum untereinander, respektive ist das Füllmuster zu groß für den verfügbaren Raum, was einen Vergleich unlogisch macht (Abbildung 7). Andererseits darf die Querschnittsfläche nicht zu groß gewählt werden, da für die Vergleichbarkeit eine vollständig gefüllte Probenreihe notwendig ist, diese aber sehr hohe Zugfestigkeit liefert und somit durch die Maximalkraft der Zugprüfmaschine begrenzt wird. Aus genannten Gründen wurde die Probenvariante „Typ V“, welche deutlich kleiner ist, nicht verwendet, da der Querschnitt deutlich zu gering ist. Es lässt also einzig die Schlussfolgerung zu, dass eine leistungsstärkere Zugprüfmaschine unerlässlich ist.
Füllmuster und -dichte
Eine Hauptaufgabe im Projekt war die Untersuchung des Einflusses verschiedener Füllmuster auf die Zugfestigkeit. Letztlich zeigte sich dieser Einfluss jedoch als geringer als zunächst erwartet. Teilweise war die Streuung der Messergebnisse innerhalb einer Probenreihe größer als die Differenz zwischen unterschiedlichen Fülldichten. Im Kapitel „Wahl der Probengeometrie“ wurde bereits auf das Problem der kleinen Querschnittsfläche eingegangen. Daher wurde als untere Grenze der Fülldichte 15 % gewählt, da ab diesem Wert schätzungsweise eine hinreichend genügende Füllung gegeben war, um Festigkeitsunterschiede auch auf die Füllmuster bzw. -dichte zurückzuführen.
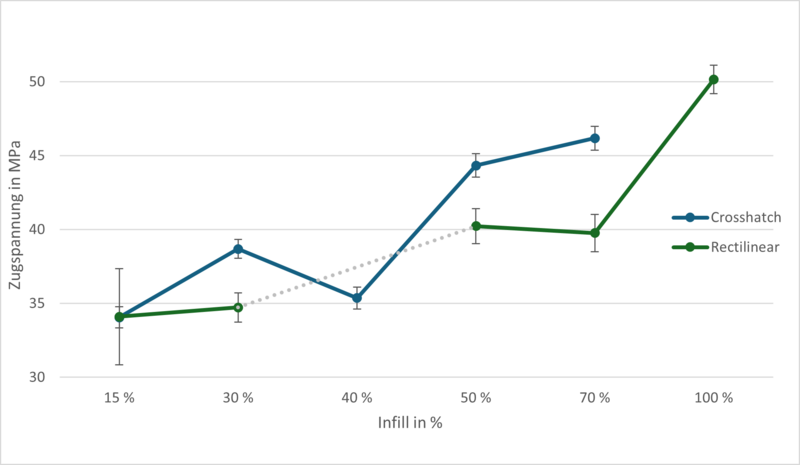
Etwa die „Rectilinear“ Reihe; Die erste Messreihe mit 15 % Fülldichte wies eine Zugspannung von durchschnittlich 39,4 MPa auf, die Erste mit 30 % lag bei 34,2 MPa. Daraufhin wurden beide mehrfach wiederholt. Fülldichte 15 % stellte sich dann auch eher bei 30 MPa respektive 32 MPa ein, 30 % bei etwa 34,6 MPa. Die anfänglich hohen Werte der 15 % Reihe waren also nicht reproduzierbar.
Bei „Crosshatch“ ist ein ähnliches Phänomen zu beobachten (Abbildung 8): Die 40 % scheinen einem Einflussfaktor ausgesetzt zu sein, der die Zugfestigkeit negativ beeinflusst hat, sodass weniger Fülldichte angeblich Zugfester wäre.
Hardware-Limitationen
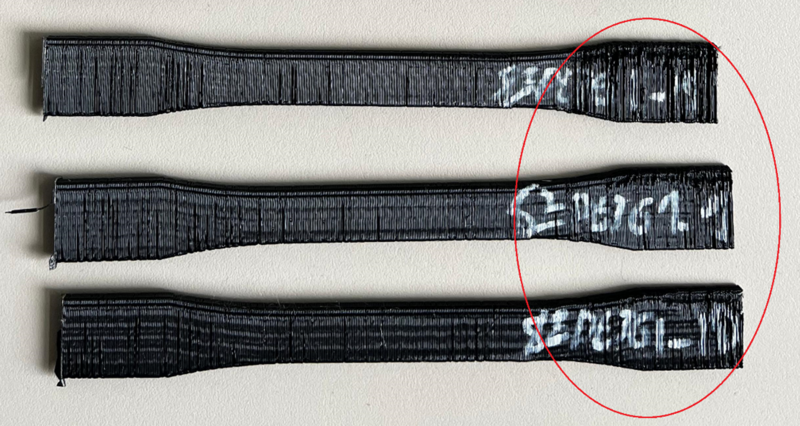
Ein weiterer Kritisch zu betrachtender Punkt war die Druckbarkeit in Z-Richtung bei FDM: Aufgrund der bauteilbedingt überhängenden Verjüngung war die Druckqualität in dieser Orientierung stark eingeschränkt. Nahezu alle Z-Proben mussten mit Stützstrukturen gefertigt werden, deren Entfernung wiederum Einfluss auf die Bauteilqualität hatte. Insbesondere bei ABS kam es bei mehreren Proben zu Bruchstellen genau an den Kontaktpunkten der Supportstruktur (Abbildung 9), was deren Aussagekraft deutlich einschränkt.
Mit steigender Z-Koordinate tritt außerdem – selbst mit Stützstruktur – das Problem auf, dass der Druckkopf die Proben zu sehr mitreißt, und der Druck gerade zum oberen Ende hin qualitativ unbrauchbar wird (Abbildung 10). Tendenziell sind die Z-Proben, egal welcher Filamentart, auch in diesem Bereich gebrochen, was eher die Limitation der Druckqualität und nicht des Materials aufzeigt. Die Ergebnisse sind insofern spannend, dass selbst bei schlechter Druckqualität noch nennenswerte Festigkeiten vorhanden sind, eine Vergleichbarkeit allerdings nicht gegeben ist.
Auch zwischen formal baugleichen Druckern kam es zu unerwartet großen Unterschieden. Bei identischem Filament und gleicher Druckdatei betrug die Differenz in der gemessenen Zugfestigkeit zum Teil über 40 %. Dies deutet auf eine potenzielle Fehlfunktion oder fehlerhafte Kalibrierung eines Geräts hin. Da Dies schnell bemerkt wurde, gibt es keine Messreihe in der Auswertung vom fehlerhaften Drucker und alle weiteren Reihen wurden nur von dem einwandfreien Gerät gedruckt. Der Einfluss der Filamenteinstellung selbst war ebenfalls signifikant. Zwar ist eine korrekte Einstellung Voraussetzung für einen erfolgreichen Druck, jedoch scheint sich ein gezieltes Finetuning nochmals deutlich auszuzahlen. Eine gezielte Untersuchung der Unterschiede zwischen Standard- und benutzerdefinierten Druckparametern könnte hier Aufschluss geben.
Hinzu kommt, dass ABS und ASA auf einem anderen Gerät gedruckt werden mussten, da nur dieses über einen geschlossenen Bauraum verfügt. Der betreffende Drucker verwendet eine 0,6-mm-Düse anstelle der bei den anderen Versuchen eingesetzten 0,4 mm, was zusätzlich Einfluss auf die Ergebnisse gehabt haben könnte.
Auffällig war zudem, dass der Zeitpunkt der Prüfung nach dem Druck möglicherweise eine Rolle spielt. Proben aus demselben Druckauftrag zeigten teils abweichende Festigkeitswerte, je nachdem, ob sie etwa 30 Minuten oder 24 Stunden nach dem Druck geprüft wurden. Auch klimatische Umgebungsfaktoren wie Luftfeuchtigkeit und Raumtemperatur wurden im Projekt nicht erfasst oder standardisiert, obwohl sie die Ergebnisse vermutlich mitbeeinflussen. Während ein definierter Prüfzeitpunkt konkret umsetzbar ist, würde die klimatische Überwachung deutlich mehr Ressourcen beanspruchen. Aufgrund der großen Stückzahlen an Proben war ein fest definierter Zeitpunkt der Zugprobe nach Fertigstellung eines Drucks im Rahmen dieses Projektes zeitlich nicht möglich. Damit einhergehend auch die klimatische Lagerung: vom Fehlen der notwendigen technischen Mittel abgesehen, müsste sich ähnlich wie beim Prüfzeitpunkt die konkrete Frage gestellt werden, welche genauen Parameter sinnvoll sind, beispielsweise aus praxisnaher oder wissenschaftlicher Perspektive.
Die Einspannung der Proben in die Prüfmaschine erfolgte durch einfaches Einklemmen, was vermutlich ebenfalls die Ergebnisse beeinflusst hat. Es wurde versucht, alle Proben mit gleicher Ausrichtung, auf möglichst gleicher Höhe und gleicher Anpresskraft einzuspannen.
Hinzu kommt, dass die Resin-Proben durch das „RISE -StartUp!Lab“ der Hochschule und die SLS-Proben durch einen Laboringenieur gefertigt wurden, wodurch wahrscheinlich zusätzliche Variablen in den Versuch eingeflossen sind.
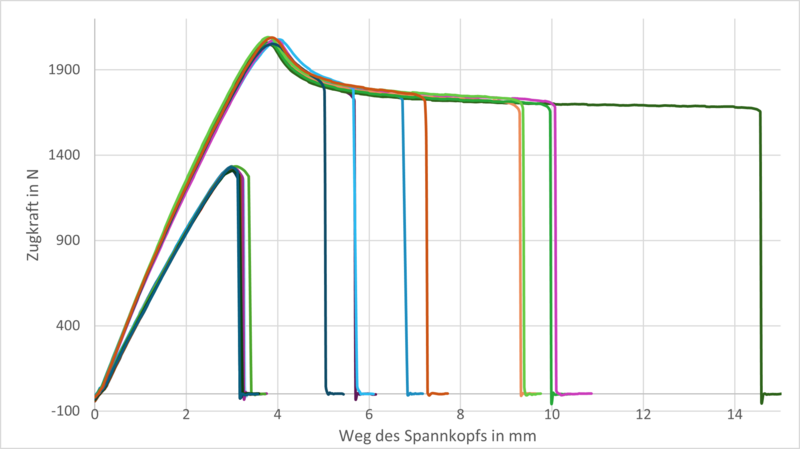
Unerklärtes Phänomen
Ebenfalls von Interesse könnte folgendes Phänomen sein, welches während der Probenreihen von vor allem ABS und PETG beobachtet wurde. Die Zugmaschine nimmt die Kraft über den Weg des Spannkopfes auf. Diese Einschränkung ist theoretisch wichtig, da die Längung der Probe nicht gleich dem Weg des Spannkopfes entsprechen muss. In dem folgenden sind die beobachteten Effekte aber deutlich größer als der erwartbare Fehler durch die beschriebenen Umstände. Teilweise zeigten die Proben aus derselben Reihe unterschiedliches Bruchverhalten. Während einige Proben eindeutig spröde gebrochen sind, zeigten andere mäßig bis sehr duktiles Verhalten. Der Effekt hat sich bei Proben in Originalgröße verstärkt gezeigt. Auffällig war die Reihe der Originalgrößen-ABS Proben. Diese zeigten, gerade im Vergleich zu den 80 % skalierten Proben eine unlogisch erscheinend große Duktilität, siehe Abbildung 11. Der Grund für dieses Verhalten konnte nicht erschlossen werden und bedarf weiterer Untersuchungen, da es im Rahmen des Projektes nicht auf Replizierbarkeit untersucht wurde. Die Zugspannungen unterschieden sich zwischen beiden Probenreihen kaum, die Originalgrößen-Reihe war etwas fester. Die Legende wurde aus Gründen der Übersichtlichkeit entfernt.
Zusammenfassende Empfehlungen
Für eine mögliche Fortführung des Projekts, insbesondere im Bereich FDM, wäre eine Anpassung der Probengeometrie an die Infill-Untersuchungen wünschenswert – idealerweise in Kombination mit einer leistungsstärkeren Prüfmaschine. Gleichzeitig sollte der Fokus auf einen technisch einwandfreien Zustand der oder des Druckers gelegt werden, welcher alle Filamente drucken kann, inklusive optimal abgestimmter Filamenteinstellungen. Ebenso wären kontrollierte Umgebungsbedingungen mit definiertem Messzeitpunkt und geregelter Lagerung hinsichtlich Luftfeuchtigkeit und Temperatur sinnvoll, wenn auch schwer umsetzbar. Auch ein probenspezifischer Adapter zur reproduzierbaren Einspannung sollte umgesetzt werden. Darüber hinaus bieten sich viele interessante Anschlussprojekte an: etwa die Untersuchung weiterer Filamentarten oder ein Vergleich verschiedener Hersteller bei gleichem Materialtyp. Auch die Erfassung weiterer technischer Eigenschaften wie Biegung, Scherung, Kerbschlagfestigkeit oder Witterungsbeständigkeit, also UV-Licht, Temperatur oder der Aussetzung von Wasser bieten viel Potenzial.
Genutzte Geräte und Material
Drucker: Voron Trident, ein Exemplar mit 0,4mm Düse und offenen Bauraum für die Drucke mit PLA und PETG, ein weiteres Exemplar mit 0,6mm Düse und geschlossenem Bauraum, ansonsten identisch.
Zugmaschine: Z3-Zugprüfmaschine der Thümler GmbH
Software:
Slicer: Orca Slicer Version 2.2.0
Messdatenerfassung: Gripsoft, THSSD 24A1 Version 1.0.5.2
Filamente, Resin und PA12 für SLS:
Grey Resin FLGPGR04 - formlabs
EOSINT P/ PA2200-Pulver – EOS GmbH
PLA Schwarz – filamentworld
Rapid PETG Schwarz – Elegoo
Hyper Speed ASA Schwarz – Eryone
ABS Schwarz - Filamentworld
Quellen
PA2200: https://store.eos.info/de/products/pa-2200-polyamide-12
PLA: https://filamentworld.de/shop/filament-3d-drucker/schwarz/
ASA: https://eryone3d.com/collections/asa/products/asa-high-speed-filament

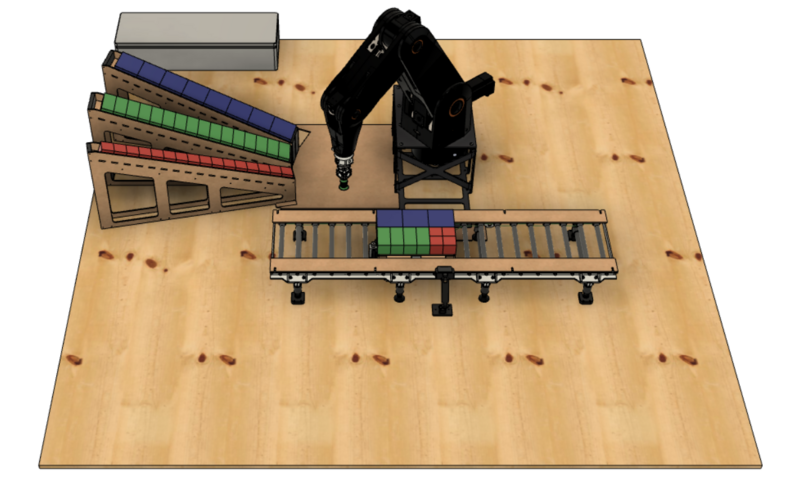
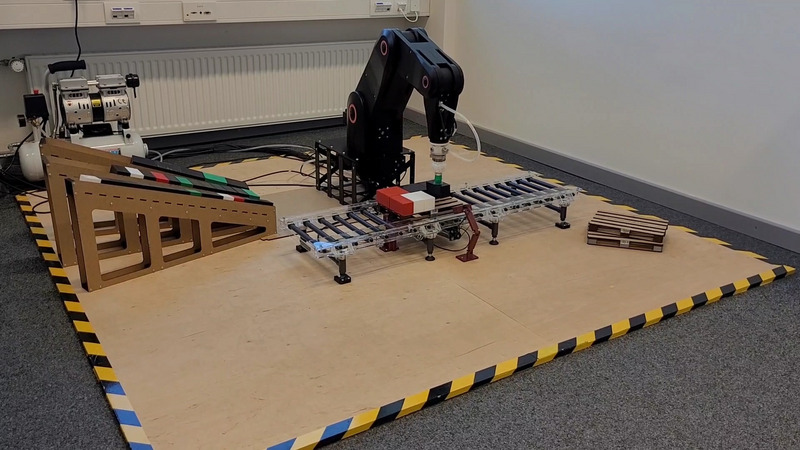
Studienarbeit Wintersemester 2022/23 - Weiterführung des Projektes Robolink - Automatisierte Beladung und Förderung von Paletten
Erweiterung des Aufbaus durch Teilelager, Scanner und Fördertechnik
Ziel dieser Studienarbeit im Masterstudiengang Entwicklung und Produktion war die Umsetzung einer automatisierten Beladung und Förderung von Paletten mit Kunststoffblöcken.
Die Bereitstellung und Entnahme der Paletten erfolgt an den Enden der Förderstrecke manuell. Die Kunststoffblöcke werden in ausreichnender Menge über ein selbst konstruiertes und gebautes Teilelager bereitgehalten. Die automatisierte Beladung erfolgt über einen Gelenkarmroboter. Für die Palettenförderung wird ein Rollenförderer aus einem vorangegangenem Projekt der Veranstaltung AVP verwendet. Insgesamt sollte die gesamte erste Ebene der Paletten in drei verschiedenen Aufträgen bzw. Beladungsszenarien beladen werden.
Projekt Robolink - Studienarbeit Sommersemester 2022
"virtueller Zwilling - können wir auch!"
Ziel dieses Projektes, durchgeführt von zwei Masterstudierenden, war nicht nur die "Wieder-" Inbetriebnahme eines im Labor vorhandenen Robolink Gelenkarmroboters der Firma IGUS, die Programmierung von zwei Beispielszenarien und Erstellung von Videotutorials, sondern vor allem die Nutzung des virtuellen Zwillings in Solidworks, zur Ansteuerung des realen Roboters. Hier sollten mögliche Schnittstellen untersucht werden und die Umsetzung eines Beispiels einer Bewegung mit Teil- oder Vollautomatisierung erfolgen.
Regalbediengerät mit Paternosterspeicher - Studienarbeit Wintersemester 2021/22
Drei Maschinenbaustudenten haben sich im WiSe 2021/22 in Ihrer Studienarbeit mit der Verbesserung eines Regalbediengerätes beschäftigt. Ursprung war ein typisches RBG mit zwei Teleskopgabeln auf einem Hubwagen. Erarbeitet wurde ein neues Konzept mit Paternosterspeicher. Das von den Studenten erstellte Video zeigt anschaulich das Funktionsprinzip und die daraus resultierenden Vorteile.